



The importance of quality can never be overlooked. It is crucial that every precast structure be able to perform its function successfully. To ensure that this takes place, the development of the product will need to be monitored and inspected. To accomplish this, a certified Quality Control Technician or “QC” will need to conduct inspections throughout the entirety of the structure’s development. In a future blog, we will introduce you to our NPCA and ACI certified Quality Control inspectors. For now, let’s discuss the role of QC and the steps that they take to ensure that each product is produced to meet or exceed customer needs.
SELECTING MATERIALS

Before production can begin, it is important that the correct materials are selected for the structure. The aggregates and materials that go into the concrete such as sand and rock will be inspected upon arrival and before a batch mix is created. It is also important to know if any moisture is within the aggregates, this can impact the consistency of the concrete. Additives may also be necessary and useful when creating the proper batch mix. Additives can help the concrete’s flowability along will helping the concrete’s curing and strength.
When inspecting materials, the cement should first comply with ASTM C150 or “Standard Specification for Portland Cement” and should conform to Type I/II Blended. There should be moderate hydration and moderate resistance to sulfates. The materials will also be certified through a mill test report for each shipment or batch of cements. Type F Fly Ash will be used and should comply with ASTM C618. Admixtures should also comply with ASTM C494 and ASTM C1017. Aggregates including rock and sand should also conform to the requirements of ASTM C33, or the “Standard Specification for Concrete Aggregates.” Additionally, the aggregates will be evaluated, and documentation will be kept on file at the plant for potential harmful expansion from alkali reactivity.
INITIAL STAGE


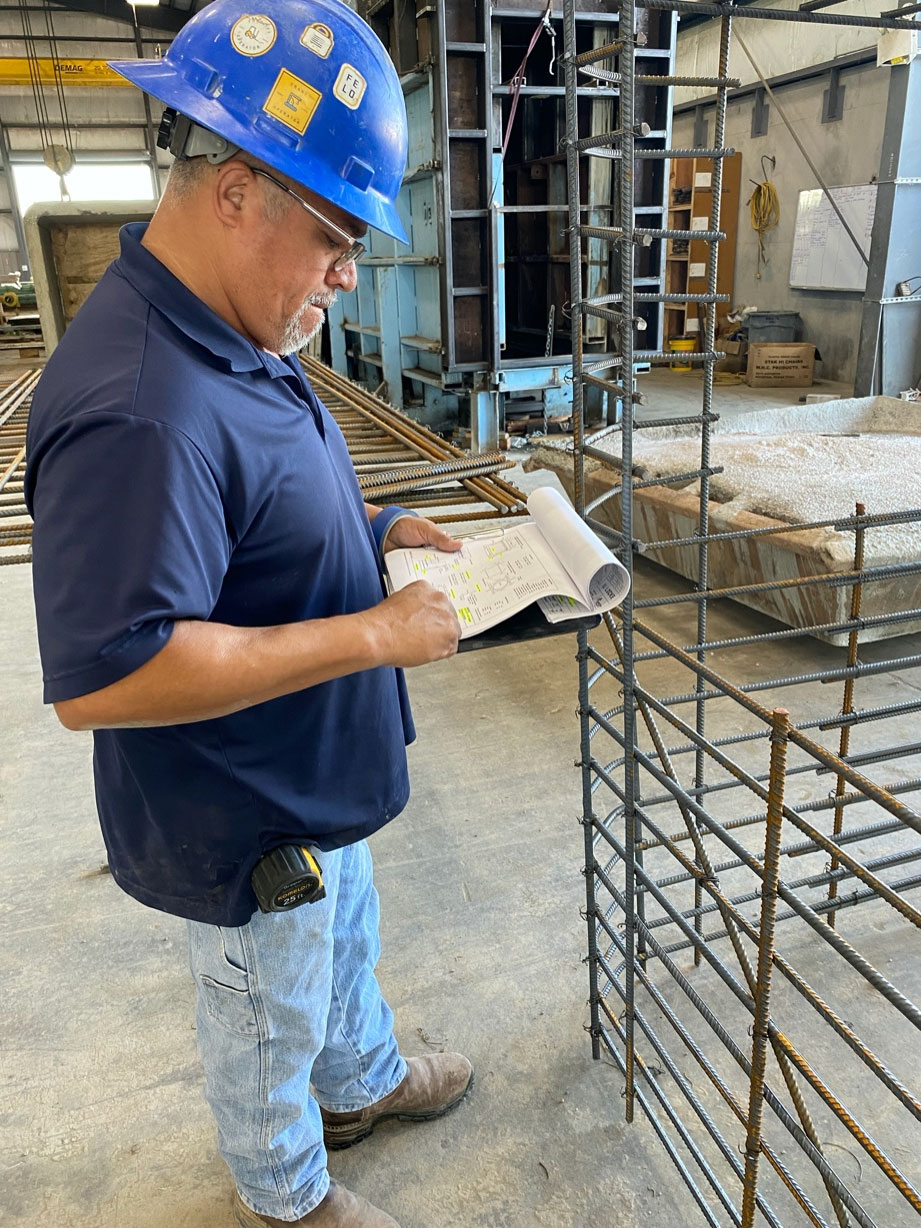
Building the rebar cage is the first phase of constructing any precast structure. It provides the strength and integrity for the structure. Before construction of the product can begin, the drawings for the structure must first be approved. Details for the rebar will also be supplied regarding appropriate sizing and spacing for the structure. Once the drawings have been verified, the first day of construction will be scheduled. The rebar cage will be constructed one day prior to the structure being poured. The measurements of the rebar cage will be checked throughout the entirety of its construction by the rebar crew. Once the construction of the cage is complete, QC will check the dimensions of the structure to ensure that they match the drawings of the product.

QC CHECKS REBAR


The QC team will check and measure spacing between the rebar, along with measuring the height and width of the rebar cage to ensure that all measurements are correct. Once this step is complete, the pre-pour set up and pre-pour check can take place.
QC CHECKS PRE-POUR SET UP


When the pre-pour set up is ready, QC will then check the set up before the structure is poured. They will check all dimensions of the mold including walls, terminators, openings, joints, and floor and top levelness. QC will also communicate with the Batch Plant Operator to verify the appropriate mix design for the structure.
THE STRUCTURE IS READY TO BE POURED

Once the pre-pour set up and QC checks are complete, the rebar cage can be put in place with the mold. The structure is now ready to be poured.
QC TESTING

When the batch mix for the structure has been prepared, QC will take samples from the concrete batch and conduct testing. The main purpose of taking samples is to learn the strength that the structure will have along with the consistency of the concrete. NCC or normal cement concrete and SCC or self-consolidating concrete are commonly used in the precast industry. The main difference between the two, is that SCC allows for increased consolidation, better distribution to congested areas, and an improved overall finish for the structure. QC will conduct “spread tests” which assess how easily the concrete flows. To conduct this test, the concrete will be poured into a cone. The cone will then be lifted, allowing the concrete to expand. Once it has expanded, QC will measure the diameter of the spread. The spread should measure between 22-28 inches.
TEMPERATURE TESTING

A certified quality control technician will also take the ambient temperature, followed by taking the temperature of the concrete.
UNIT WEIGHT & VOLUMETRIC TESTING

QC will also perform unit measure and volumetric testing. These tests work together to measure the weight of one cubic foot of the concrete and ensure that the batch is consistent with the mix design. The unit measure test consists of pouring the concrete into a unit weight bucket, and then it is malleted to ensure that the concrete is evenly distributed in the bucket.

Next, the top will be striked off to remove any excess concrete and the bucket will be placed on the scale. The unit weight is determined by subtracting the weight of the empty bucket from the weight of the concrete and bucket together. After this, the volumetric test can be calculated by taking the unit weight measurement and dividing it by the volume of the empty bucket. This will give you the weight of the concrete per cubic foot. For example, our concrete typically weighs around 150 lbs per cubic foot.
AIR ENTRAINMENT TEST
Measuring entrained air is also an important function of QC. Without air, the concrete does not have room to expand when exposed to freezing temperatures and could potentially put the structure at risk for cracking.
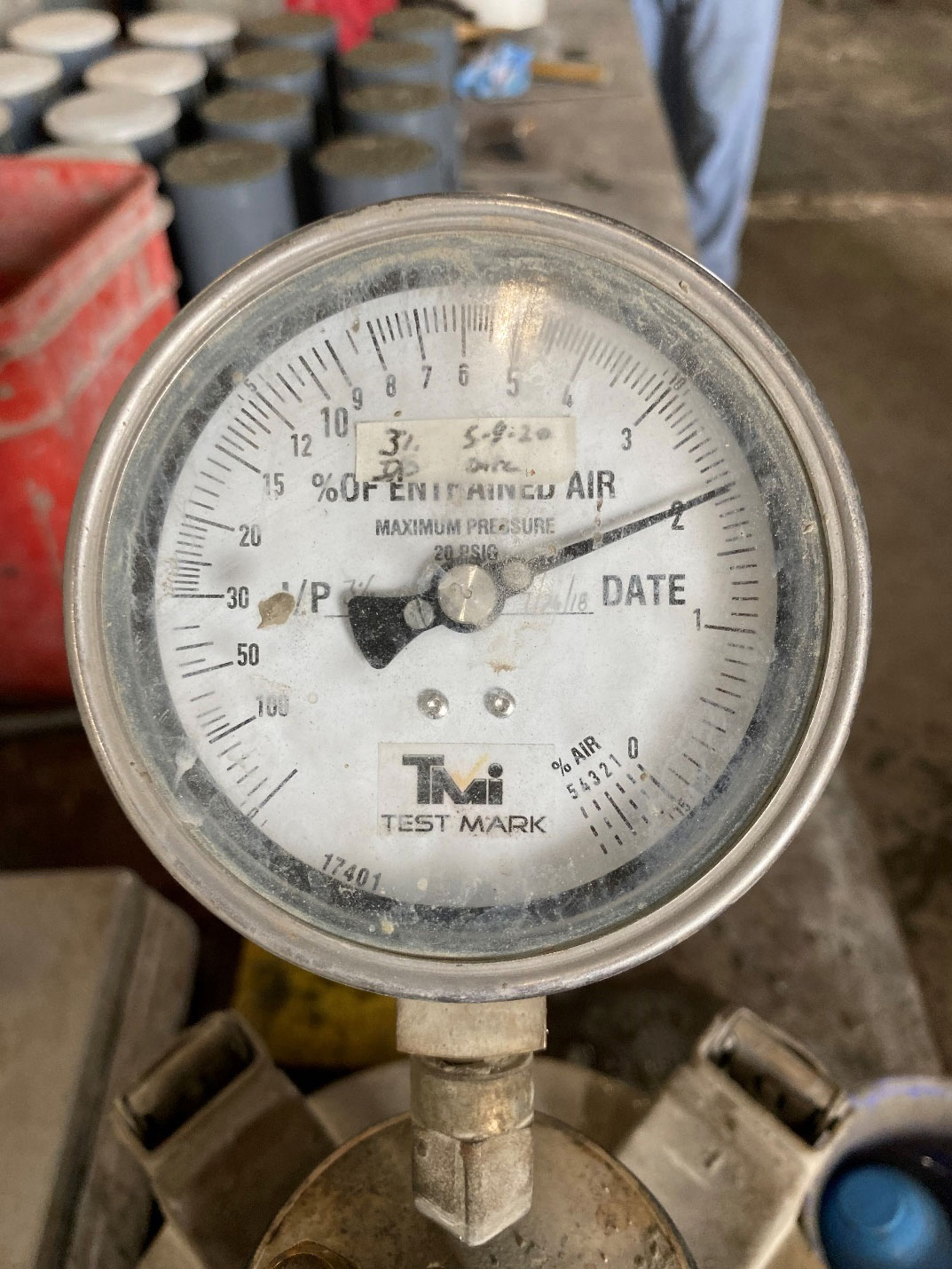
An air entrainment meter can be used to take this measurement.
COMPRESSIVE STRENGTH TESTING

Structures can have different pounds per square inch (PSI) level requirements. To know the strength of the product, samples will be taken of the concrete to test its strength. Testing is conducted after the first day, on the 7th day, 14th, and finally on the 28th day when the concrete has reached its full strength.



The concrete cylinder will be placed in a concrete compression machine. The machine will compress down on the cylinder until it pops and measure the PSI that was needed to break the cylinder. This information is recorded by QC and will be supplied to the customer so that they know the strength of their product.
POST -POUR QC CHECK

Before stripping a structure, QC will check the PSI level to ensure that it is strong enough to remove from the mold. It is important that the surface is smooth and flat to ensure an accurate reading.

Shown here is a Schmidt hammer measuring the PSI level of this pull box.
When performing this test, the PSI levels should be measured near the location of the anchors, since these areas will encounter the most tension when being lifted from the mold.

When the product is stripped from the mold, QC will conduct a post-pour quality check. The QC team will verify that the dimensions of the structure are correct by measuring and checking all walls, openings, terminators, joints, and floor and top levelness. They will also inspect for any cracking, chipping, or spalls. If any of these are present, QC will order repairs for the structure.

If all dimensions of the structure are correct and no repairs are needed, QC will sign off on the structure and a shipping date will then be determined.
READY FOR SHIPMENT

When transportation arrives, the product will be verified and signed off by the loading person and QC. Final checks will be conducted by QC to ensure that the structure drawings and line items match. They will also check again to ensure that no repairs are needed for the structure.

Once final checks are made by QC, the transportation driver will strategically secure the products and deliver them to the jobsite.
QC IMPORTANCE

Consistently producing quality products for customers should always be a priority. Customer’s value high quality standards and they recognize those who make efforts to meet and their needs. Checking and conducting thorough testing for each individual product enables the precaster to ensure that the product will meet and exceed customer expectations. This, however, can only be accomplished with a knowledgeable and highly detail-oriented QC team.
Stay tuned for our next article.
We hope this article was helpful. Please send in your questions to info@lockesolutions.com and we would be happy to help answer them.
































































 This image shows the potential heavy-duty traffic loading imposed on underground trench structures.
This image shows the potential heavy-duty traffic loading imposed on underground trench structures.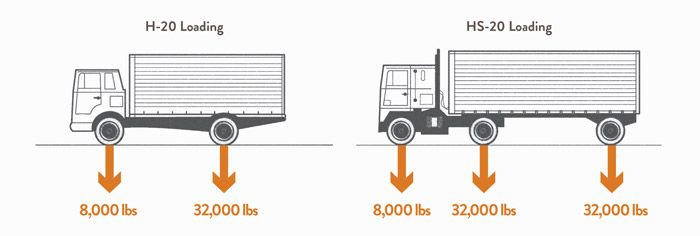
 Many marine facilities have heavy-duty loading conditions due to storage containers and the equipment needed to handle these containers.
Many marine facilities have heavy-duty loading conditions due to storage containers and the equipment needed to handle these containers.